Projektförderung

Hintergrund
In vielen Bereichen wie z. B. der Automobilindustrie gewinnt die optische Sensortechnik an immer größerer Bedeutung. Mit dem einhergehenden steigenden Bedarf an optischer Sensortechnik steigen auch die Anforderungen an entsprechende optische Systeme, um z. B. Fahrassistenzsysteme zu ermöglichen. Aus diesem Grund forscht das 4. Physikalische Institut der Uni Stuttgart (PI4) seit einer knappen Dekade an der Herstellung von komplexen Mikrooptiken (siehe Abb. 1 und [1]). So ist es diesem z. B. gelungen, Nah- und Weitwinkelaufnahmen mit nur einem Sensor zu erstellen, indem unterschiedliche Optiken direkt auf einen CMOS Sensor gefertigt wurden.
![Abb. 1: Dargestellt ist eine schematische Abbildung eines mit drei verschiedenen Linsenarrays bedruckten Bildsensors. Hierdurch kann z. B. eine Nah- und Weitwinkelaufnahme mit nur einem Sensor realisiert werden.[2].](https://www.isw.uni-stuttgart.de/img/forschung/projekte/2ppLensArrayCmos.png?__scale=w:1000,h:1000,q:100,t:3)
Zur Herstellung solcher komplexen Linsen kann das 2-Photonen-Polymerisations (2PP) 3D Druck Verfahren verwendet werden. Bei diesem härtet ein hoch fokussierter Laserstrahl, einzelne 3D Pixel (so genannte Voxel) in einem speziellen Harz aus. So können Strukturen Schicht für Schicht in einem 2.5D Vorgehen erstellt werden (siehe Abb. 2). Ein sehr „großer“ Vorteile hierbei sind die im Mikro- bis Nanometer erreichbaren Auflösungen. Zwar ist es mit dem 2PP Prozess möglich, flexibel und individuell Mikrooptiken mit hohen Anforderungen an die Oberflächengüte und das Optikdesign herzustellen, dafür dauert der Druckprozess bei „größeren“ Optiken (z. B. 1 mm Durchmesser) oft mehrere Stunden.
![Abb. 2: Schematische Darstellung des 2PP Druckprozesses: Der hoch fokussierte und kegelförmige Laser (rot) härtet genau im Fokuspunkt einzelne 3D-Pixel – Voxel – (weißlich) aus. Somit können in dem Harz (hellblau) Schicht für Schicht Bauteile erzeugt werden. [2]](https://www.isw.uni-stuttgart.de/img/forschung/projekte/2pp_voxel_by_voxel.png?__scale=w:1000,h:1000,q:100,t:3)
Genau hier setzt das Forschungsprojekt mit dem Titel „Femtosekunden 5D Druck auf Freiformflächen mit Submikrometer-Präzision für optische Sensoren“ (kurz: 5D Linsendruck) an. Im Rahmen des vom „Innovations Campus Mobilität der Zukunft“ (ICM) geförderten Projektes wird ein Ansatz untersucht, welcher die Herstellung von Mikrooptiken mittels 2PP produktiver machen soll. Konkret sollen günstige Glashalbkugellinsen (so genannte sphärische Linsen) als Ausgangspunkt für den Druckprozess verwendet werden. Diese dienen dann als Rohling auf welchen die komplexe Linsengeometrie (die so genannte Asphäre) aufgedruckt wird (siehe Abb. 3). Hierdurch werden die nicht idealen Abbildungseigenschaften der sphärischen Linse kompensiert, Druckzeit und Druckmaterial eingespart und vorhandene Vorteile des Herstellungsprozesses beibehalten.
![Abb. 3. : Links dargestellt ist der sphärische Linsenrohling (hellblaue Halbkugel) auf welcher ein Tropfen Fotolack (hellblau) platziert ist. Der kegelförmige Laser (rot) deutet die zu schreibende asphärische Kontur (dunkelblau) an. Rechts ist die fertig gedruckte Linse dargestellt [2].](https://www.isw.uni-stuttgart.de/img/forschung/projekte/Lens2ppBlankIdea.png?__scale=w:1000,h:1000,q:100,t:3)
Problemstellung
Das Vorhaben ist aber mit einigen Problemen verbunden:
1. Beim Beschreiben des Rohlings wird der hoch fokussierte und deswegen konisch geformte Laserstrahl, in manchen Bereichen durch den Rohling selbst gebrochen (siehe Abb. 4). Zum aktuellen Zeitpunkt ist nicht klar, wie sich diese Brechung des Laserstrahls durch den Rohling auf den Druckprozess und somit auf die optischen Eigenschaften der gedruckten Mikrooptiken auswirkt. Ein Ansatz dieses Problem zu beheben, besteht darin, den Rohling während des Druckprozesses kontinuierlich zu kippen.
![Abb. 4: Links ist dargestellt, wie der Laser (rot) beim Bedrucken des Rohlings (hellblau) in Bereichen (gelb) durch diesen selbst gebrochen bzw. verschattet wird. Rechts dargestellt ist, wie durch ein relatives Neigen von Rohling und Laser zueinander das Problem umgangen werden kann [2].](https://www.isw.uni-stuttgart.de/img/forschung/projekte/Lens2ppBlankProblem.png?__scale=w:1000,h:1000,q:100,t:3)
2. Das kontinuierliche Kippen des Rohlings im Druckprozess erfordert, dass der konventionelle 3-achsige Druckprozess (2.5D), durch zwei Rotationsachsen auf 5 Achsen („5D“) erweitert wird. Da es auf dem Markt keine 2PP Druckanlagen mit 5 Achsen verfügbar sind, muss eine solche geschaffen werden.
3. Neben der Entwicklung einer 5-achsigen Druckanlage muss auch ein Werkzeug für die 5-achsige Bahnplanung des 2PP Druckprozesses geschaffen werden. Dieses soll im ersten Schritt auf den spezifischen Anwendungsfall des Bedruckens von Linsenrohlingen abgestimmt werden.
Probleme 1-3 fallen in den Expertisenbereichs des Instituts für Steuerungstechnik, dass über langjährige Erfahrung mit unterschiedlichen additiven Fertigungsverfahren und deren mehrachsigen Anwendung hat. Der Erfahrungsschatz deckt dabei sowohl den Anlagenbau, die Anlageninbetriebnahme als auch die Entwicklung der zugehörigen Softwarekomponenten ab.
4. Im Anschluss zur Entwicklung des 5-achsigen Druckprozesses gilt es diesen in Zusammenarbeit zwischen dem ISW und dem PI4 anhand von Druckbeispielen im Labor zu validieren.
5. Parallel zu den Schritten 1-4 soll eine sensorbasierte Anwendung für asphärisch gedruckte Linsen entwickelt werden. Ziel hier ist die komplette Anwendung von Sensordesign bis Datenaufbereitung zu entwickeln.
Die entwicklung erfolgt durch das Institut für Technik der Informationsverarbeitung (ITIV) des Karlsruher Instituts für Technologie (KIT). Diese können hier ihr umfangreiches Wissen in Bereich optische Sensorik, Design und Simulation mikrooptischer Systeme und Methoden der künstlichen Intelligenz anwenden.
Zielsetzung
1. Entwicklung einer 5-achsigen 2PP Druckanalge
2. Entwicklung eines Bahnplanungswerkzeuges für den 5-achsigen Druck von Mikrooptiken mittels sphärischen Rohlingen.
3. Validierung des 5-achsigen Druckprozesses
4. Entwicklung einer sensorbasierten Anwendung für asphärisch gedruckter Linsen
Ergebnisse
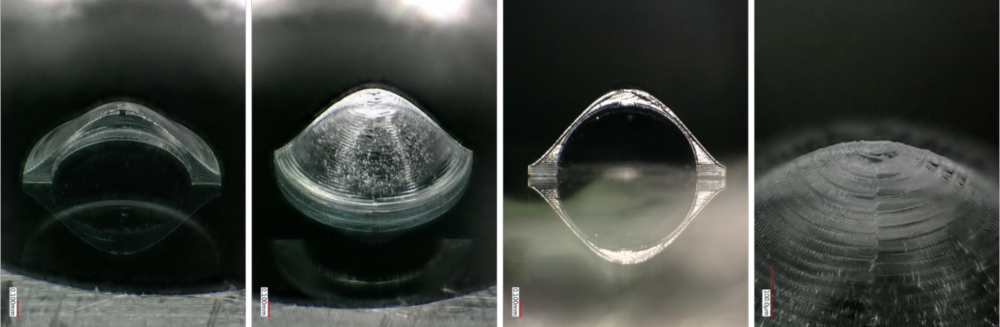
Hier erste Zwischenergebnisse zum Forschungsprojekt:

Quellen
[1] Ksenia Weber, Zhen Wang, Simon Thiele, Alois Herkommer, and Harald Giessen, "Distortion-free multi-element Hypergon wide-angle micro-objective obtained by femtosecond 3D printing," Opt. Lett. 45, 2784-2787 (2020)
[2] D. Kurth, S. Ristok, S. Ruehle, A. Verl, H. Giessen, Multi-axis two photon polymerization machine and software concept for the manufacturing of aspheric lenses on non-planar substrates, 16th CIRP Conference on Intelligent Computation in Manufacturing Engineering - CIRP ICME '22 Virtual Conference, 13-15 July 2022, Procedia CIRP, lsevier, ISSN: 2212-8271, (in print).
Ihr Ansprechpartner

Daniel Kurth
M.Sc.Wissenschaftlicher Mitarbeiter "Mechatronische Systeme und Prozesse"