Projektförderung

Hintergrund
Aufgrund stetig steigender Genauigkeitsanforderungen im Bereich der Werkzeugmaschinen spielt die Dynamik bewegter Maschinenkomponenten eine entscheidende Rolle. Hieraus ergibt sich insbesondere für die Einzel-bauteile von Antriebssystemen die Anforderung eines hohen Verhältnisses aus Steifigkeit zu Masse. Mit der Topologieoptimierung steht eine numerische Optimierungsmethode bereit, die hinsichtlich anwendungsspezifi-scher Randbedingungen optimierte Bauteilstrukturen liefert. Je nach Anwendung kann beispielsweise die Masse minimiert, die Steifigkeit maximiert oder auch das Verhältnis von Steifigkeit zu Masse und damit die Eigenfre-quenz maximiert werden.
Problemstellung
Die zur Topologieoptimierung eingesetzten Optimierungsverfahren berechnen kontinuierlich verlaufende Dich-teverteilungen, die in dieser Form nicht herstellbar sind. In der Praxis wird daher meist bereits der Optimie-rungsprozess beeinflusst, um nicht herstellbare, kontinuierliche Dichteverteilungen in diskrete 0-1-Designs zu überführen. Dabei sinkt allerdings auch die Lösungsgüte. Zusätzlich werden die resultierenden Bauteilstruktu-ren meist automatisiert geglättet und dann additiv hergestellt, was für große metallische Bauteile im Maschinen-bau entweder nicht oder zumindest nicht wirtschaftlich möglich ist.
Ergebnisse
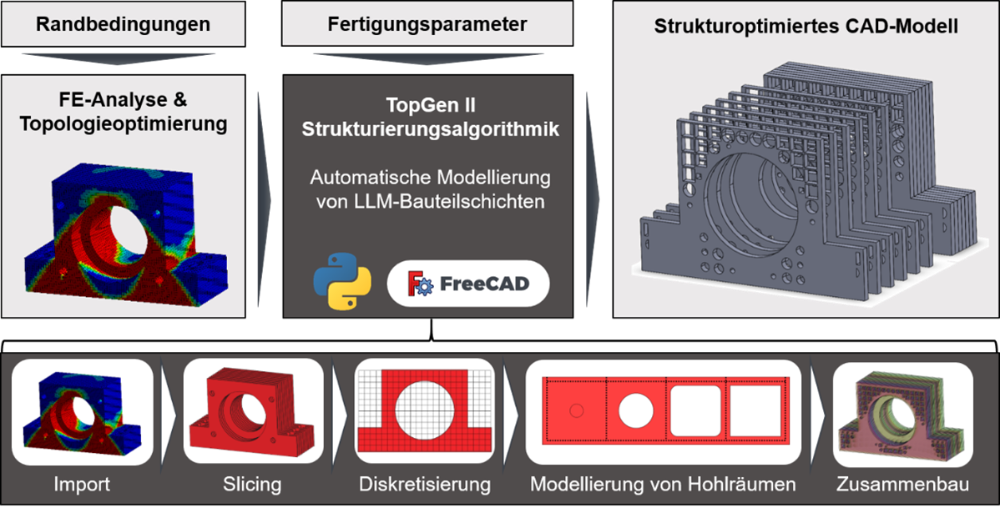
Innerhalb des Projektes wurde ein alternativer, neuartiger Ansatz entwickelt. Anstatt die Zwischendichten in der Optimierung zu vermeiden, werden sie durch innere Hohlräume im Bauteil imitiert. Im Bauteil werden also an Stellen niedriger Belastung innere Hohlräume modelliert, um Material einzusparen. Dazu werden die Gestal-tungsfreiheiten des Layer Laminated Manufacturing (LLM) Verfahrens genutzt, welches durch das Fügen zu-sammenhängender Schichten gekennzeichnet ist. Die einzelnen Schichten können vorab individuell strukturiert werden, was große Gestaltungsfreiheiten wie Funktionsintegration und innere Hohlräume ermöglicht. Über eine am ISW entwickelte Strukturierungsalgorithmik (ABB.1) werden die herstellbaren LLM-Schichten automatisch auf Basis der Optimierungsergebnisse modelliert. Der erzielbare Leichtbau hängt hierbei wiederum von der Wahl gewisser Parameter (bspw. Größe der Kavitäten, minimal fertigbare Radien, minimale Stegbreite zwischen Kavitäten) ab, was im Rahmen einer simulativen Parameterstudie gezeigt werden konnte [1]
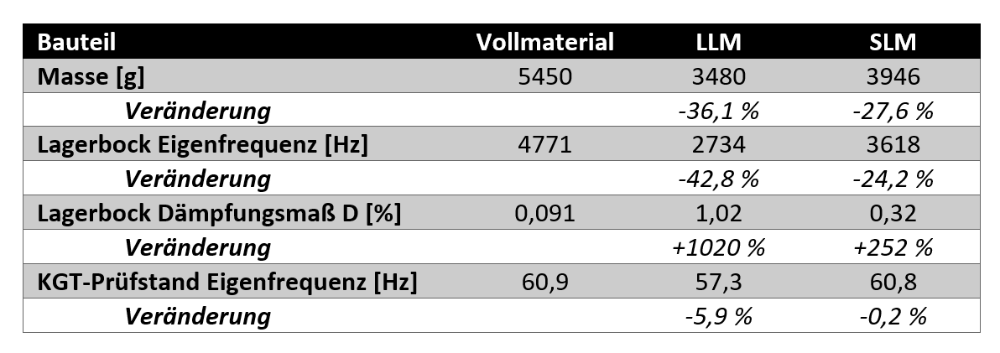
Als praktisches Beispiel wurde ein Lagerbock betrachtet, der an einem Kugelgewindetrieb (KGT) Prüfstand als Festlager eingesetzt wird. Dieser wurde hinsichtlich der auftretenden Belastungen topologisch optimiert. Die mit der Strukturierungsalgorithmik modellierten Bauteilschichten wurden subtraktiv gefertigt und anschließend mit einem hochfesten 2K-Strukturklebstoff auf Epoxidbasis verklebt. Als zusätzliche Referenz wurde ein Lagerbock mit identischer Geometrie im deutlich kostenintensiveren SLM-Verfahren additiv gefertigt, um den Einfluss der Klebeschichten auf die Bauteileigenschaften zu untersuchen.
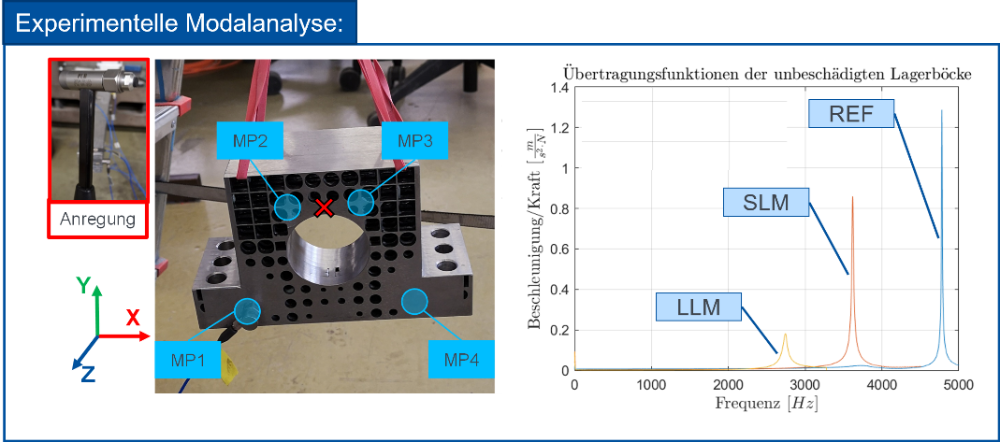
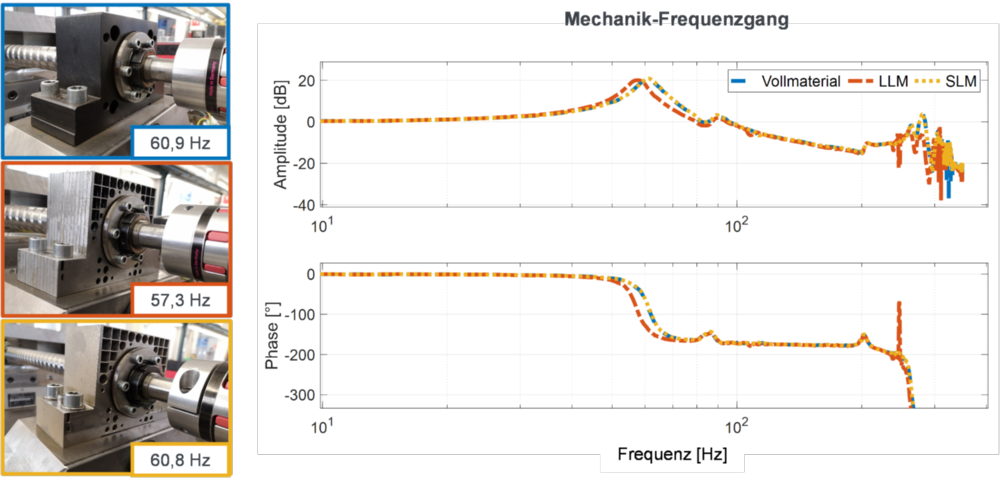
Um die Einsetzbarkeit verklebter LLM-Bauteile für industrielle Anwendungen zu validieren, wurden die Lagerböcke sowohl isoliert in einer experimentellen Modalanalyse (ABB. 2) als auch in ihrer realen Einbausituation am KGT-Prüfstand (ABB. 3) untersucht [2]. Das dynamische Verhalten der Vorschubachse wurde hierbei unter möglichst identischen Randbedingungen aufgezeichnet. In der isolierten Betrachtung im Rahmen der experimentellen Modalanalyse zeigen sich signifikante Einbußen an Steifigkeit, welche vor allem auf die Klebeschichten zurückzuführen sind und durch alternative Fügeverfahren verbessert werden könnten. Gleichzeitig steigt die Bauteildämpfung enorm an, was sich auf die Materialdämpfung des Epoxidharzes sowie die vielen Fügestellen aufgrund der komplexen inneren Struktur zurückführen lässt.
Die Eigenfrequenz der KGT-Vorschubachse bei Verwendung des LLM-Lagerbockes liegt mit 57,3 Hz lediglich 3,6 Hz unter den übrigen beiden, die nahezu identisch verlaufen. Das dynamische Verhalten wird demnach durch die reduzierte Steifigkeit beim LLM-Lagerbock nicht signifikant negativ beeinflusst. Je nach betrachtetem Anwendungsfall muss die Reduktion der Steifigkeit durch die Klebeschichten jedoch betrachtet werden. Die grundsätzliche Eignung der in TopGen2 entwickelten, ganzheitlichen Methodik zur Herstellung optimierter Leichtbaustrukturen konnte bestätigt werden. Es verbleiben allerdings auch noch einige wissenschaftliche Fragestellungen, welche derzeit im Fortsetzungsprojekt untersucht werden.
Literatur
[1] Helfesrieder, Nico; Lechler, Armin; Verl, Alexander: Method for generating manufacturable, topology-optimized parts for Laminated Layer Manufacturing. In: Procedia CIRP, Procedia CIRP. Bd. 93 (2020), S. 38—43
[2] Helfesrieder, Nico; Neubauer, Michael; Lechler, Armin; Verl, Alexander: Hybrid manufacturing of topology optimized machine tool parts through a layer laminated manufacturing method: Practical validation using the example of a bearing block. In: Production Engineering Research and Development, Production Engineering Research and Development. (2021)