Projektförderung

Projektpartner
Hintergrund
Im Zuge der stetig voranschreitenden Individualisierung von Produkten gewinnt die additive Fertigung zunehmend an Bedeutung. Das Laserstrahlschmelzverfahren (kurz: PBF-LB/M, oder auch SLM) spielt eine entscheidende Rolle in der Umsetzung komplexer Bauteilgeometrien. Die aufwändige Entwicklung individueller Werkzeuge entfällt, wodurch das Verfahren eine vergleichsweise kostengünstige Fertigung ab einer Losgröße von eins ermöglicht. Durch gezieltes Belichten des schichtweise aufgetragenen Metallpulvers lassen sich dreidimensionale Bauteile mit nahezu willkürlicher Form herstellen. Der Zusammenhalt der Metallpartikel wird durch das kurzzeitige, lokale Aufschmelzen mithilfe hoch kohärenten Laserlichts realisiert.
Problemstellung
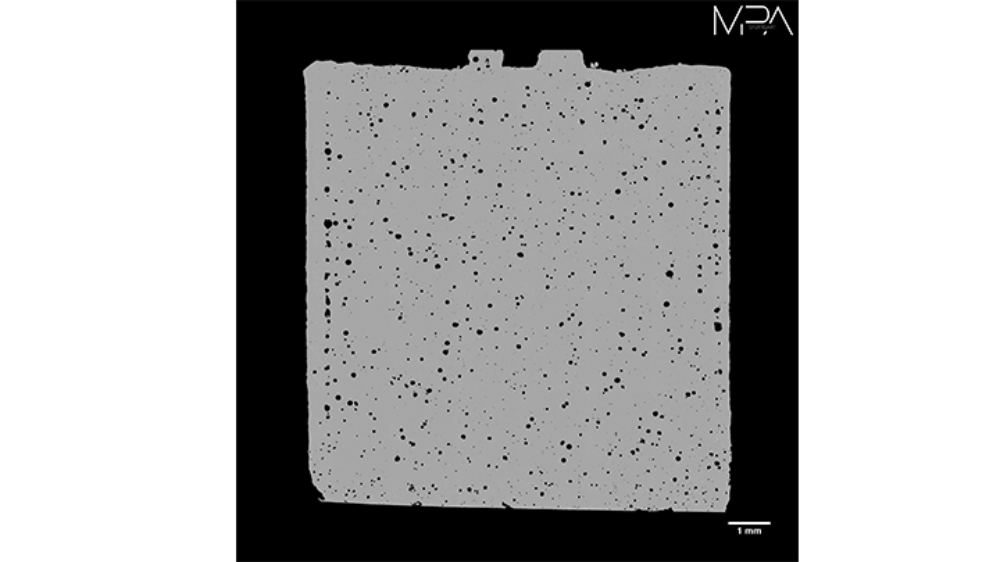
Bei der additiven Fertigung wird in der Regel das Ziel verfolgt, eine maximale Materialdichte von 100 % zu erreichen, um dem Zustand eines gewalzten oder geschmiedeten Werkstoffes möglichst nahe zu kommen. Ein wesentliches Problem für die Erreichung dieses Ziels stellt die Entstehung prozessbedingter Poren und Bindefehler dar, die jeweils in unterschiedlicher Ausprägung die Bauteildichte und die statische sowie dynamische Festigkeit verschlechtern. Ein Beispiel für prozessbedingte Poren ist dem Schliffbild in ABB.1 zu entnehmen.
Den Prozessfehlern liegen unterschiedliche, zum Teil komplementäre, komplexe Mechanismen zugrunde, deren Beherrschung und Beeinflussung durch heutige Maschinensteuerungen in der additiven Fertigung nicht möglich ist.
Zielsetzung/Ergebnisse
Ziel des Forschungsvorhabens ist es, ein selbst-adaptierendes Steuerungssystem zu entwickeln, welches in Abhängigkeit relevanter Prozess- und Messgrößen geeignete Fertigungsparameter bestimmt. Die Anpassung der Parameter Laserleistung und Scan-Geschwindigkeit wird durch die Integration einer eigenen Steuerung in eine klassische SLM-Anlage realisiert. Zur Erfassung relevanter Prozess- und Messgrößen wird die Anlage durch den Projektpartner, die Materialprüfanstalt (MPA) der Universität Stuttgart, mit der dafür erforderlichen Sensorik ausgestattet. Ein datengetriebenes Modell soll sicherstellen, dass zur Laufzeit optimale Prozesszustände gewährleistet werden und so die resultierende Bauteilqualität gesteigert wird. Die Validierung der Prozessoptimierung durch metallurgische Untersuchungen erfolgt seitens der MPA.
Ihr Ansprechpartner

David Hecht
M.Sc.Wissenschaftlicher Mitarbeiter "Mechatronische Systeme und Prozesse"