Projektförderung
Hintergrund
CNC-Maschinen sind der Standard in nahezu allen Industriebereichen (Maschinen- und Anlagenbau, Werkzeugbau, Medizintechnik etc.) und fast allen Technologien (Fräsbearbeitung, Laser- und Wasserstrahlschneiden, 3D-Druck etc.). Dabei ist der Informationsfluss in der Prozesskette von der Idee zum fertigen Werkstück oft eingeschränkt und in den meisten Fällen einseitig. Die Konstruktion erfolgt in einer CAD-Anwendung, die Arbeitsplanung und Übersetzung in maschinenlesbaren G-Code in einem CAM-System und die Bearbeitung in einer CNC-Maschine.
Problemstellung
Genau an diesen Schnittstellen gehen Informationen zur Optimierung des Bearbeitungsprozesses verloren. So haben die CAM-Systeme zumeist nur eingeschränkte Informationen über die spezifischen Parameter der später tatsächlich verwendeten Werkzeugmaschine und können die NC-Programme nur nach allgemeinen Kriterien optimieren. Auf der anderen Seite hat die Werkzeugmaschine keine Kenntnis über die bei der Konstruktion festgelegten Maßtoleranzen, Oberflächengüte oder die für den Bearbeitungsschritt aktuelle Werkstückgeometrie. Somit ist es für beide Systeme unmöglich eine effiziente und maschinenindividuelle Planung der Arbeitsschritte durchzuführen.
Zielsetzung/Ergebnisse
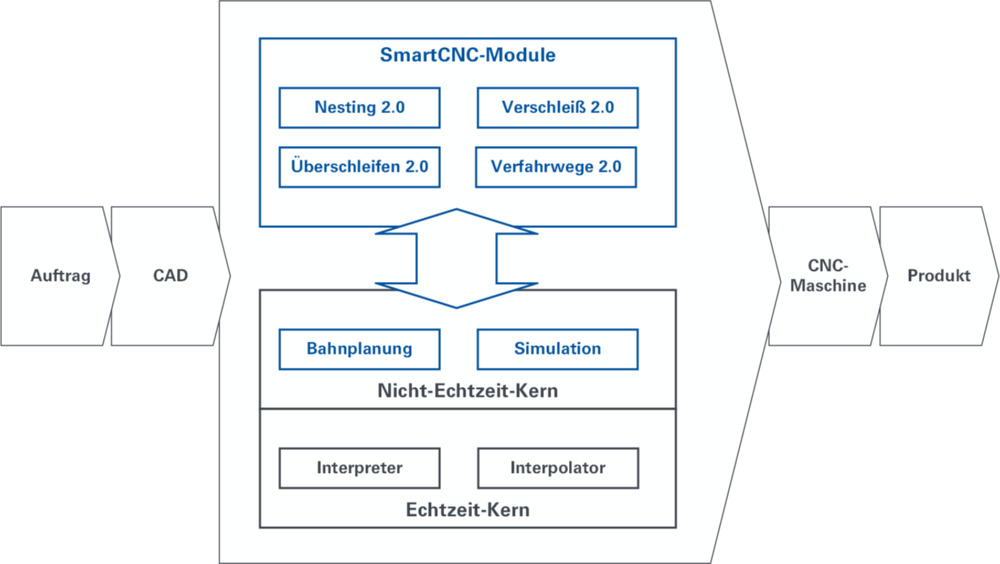
Ziel des Forschungsprojektes ist es, zusammen mit dem Projektpartner IBH Automation, eine intelligente Maschinensteuerung zu entwickeln. Damit wird ermöglicht, die gesamte Prozesskette vom CAD-Modell zum fertigen Bauteil abzubilden und somit den Informationsverlust zu vermeiden. Die bisherigen Steuerungsfunktionalitäten sollen durch SmartCNC-Module erweitert werden, welche neben einer effizienten Bahnplanung auch den Verschleiß der Werkzeugmaschine gering halten. Im diesem Projekt sind zunächst vier SmartCNC-Module geplant:
- Mit dem „Nesting 2.0“ Modul soll bei der Verteilung von Formen auf dem Rohmaterial (bspw. beim Laserschneiden) neben dem Materialverbrauch auch die Achsdynamik der Werkzeugmaschine berücksichtigt werden um die Beschleunigungs- und Verzögerungsphasen zu verringern und einen kontinuierlicheren Bearbeitungsfluss zu gewährleisten.Durch ein „Überschleifen 2.0“ Modul werden Werkstückkonturen mit Klothoiden-Verfahren überschliffen. Hier wird auf die Ergebnisse des DFG Forschungsprojektes „Cornuspline“ aufgebaut. Gegenüber den bisher üblichen Polynom-Verfahren bieten diese ein lineares Krümmungsprofil und damit eine steuerbare Ruck- und Beschleunigungstrajektorie. Somit ist es möglich den gesamten Dynamikbereich der Werkzeugmaschine voll auszunutzen ohne eine Achsgrenzverletzung zu riskieren. Im Projekt werden zunächst sämtliche symmetrische und asymmetrische Übergangsvarianten aus den Grundelementen Gerade und Kreissegment in der Ebene betrachtet, jeweils mit den Verfahren Eckabstands-, Eckabweichungs- und Zwischenpunktüberschleifen. Im Anschluss soll das Modul auch ein räumliches Überschleifen ermöglichen.
- Um den Verschleiß der Maschinenführungen und -antriebsspindeln gleichmäßig zu verteilen, soll ein „Verschleiß 2.0“ Modul die Positionierung der Werkstücke festlegen. Grundidee dieses Moduls ist, falls Werkzeugmaschinen mit großem Bearbeitungsraum kleine Werkstücke bearbeiten, werden die Antriebssysteme ausschließlich in einem kleinen Bereich belastet. Daraus resultiert ein einseitiger Verschließ der Maschine. Wenn die Werkstückposition im Laufe der Produktion immer wieder variiert wird kann die Maschinenstandzeit durch gleichmäßige Belastung der Führ- und Antriebssystem erheblich verlängert und damit Instandhaltungs- und Ausfallzeiten reduziert werden.
- Das „Verfahrwege 2.0“ Modul bietet die Möglichkeit eine Punkt zu Punkt Interpolation asynchron durchzuführen. Aktuell werden die Achsen einer CNC-Maschine auch im Eilgang synchronisiert. Da bei bestimmten Maschinenkonfigurationen unterschiedliche Achsantriebe verwendet werden, kann bei linearer Interpolation nicht immer das volle Potential der Antriebe ausgeschöpft werden.