Project funding

Background
Feed drives are used in machine tools to generate a defined relative movement between tool and workpiece. However, the available drive force limits the acceleration capacity, which is why only continuous changes in velocity are possible. When manufacturing workpieces with a non-steady contour (e.g. corners), a compromise between a constant path velocity and contour accuracy is necessary. In addition, high accelerations in the drives simultaneously act back on the machine structure as undesirable excitation.
Problem statement
A common procedure today for synchronized movement of several axes is the overgrinding of discontinuities in a contour. A violation of the contour is accepted in order to maintain a path velocity that is as constant as possible. An alternative is the exact stop - here, the geometry is exactly maintained, since acceleration is only resumed after the drives have come to a complete standstill. However, the reduction of the path velocity can have a negative effect on the process quality.
Goals
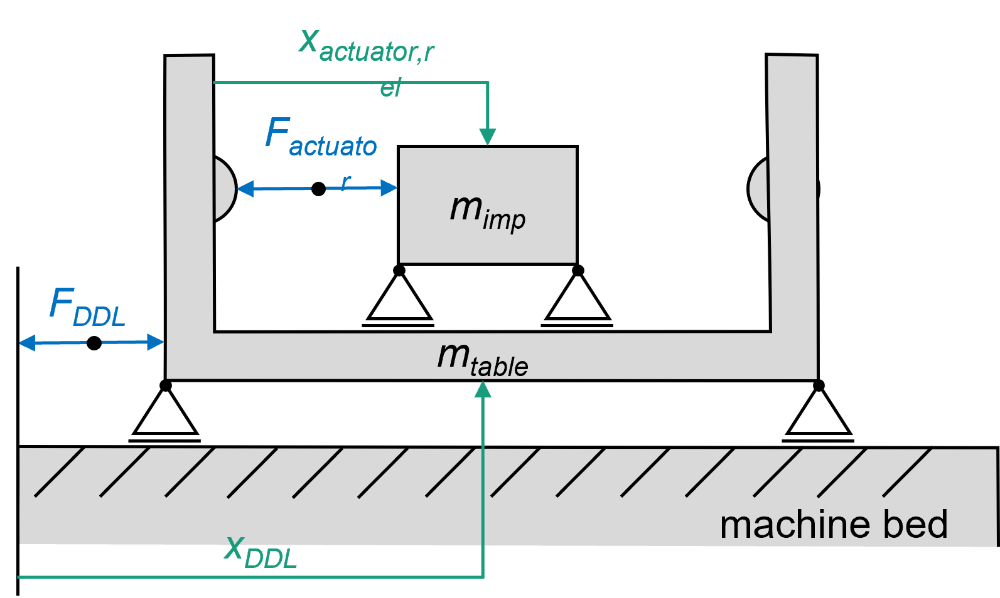
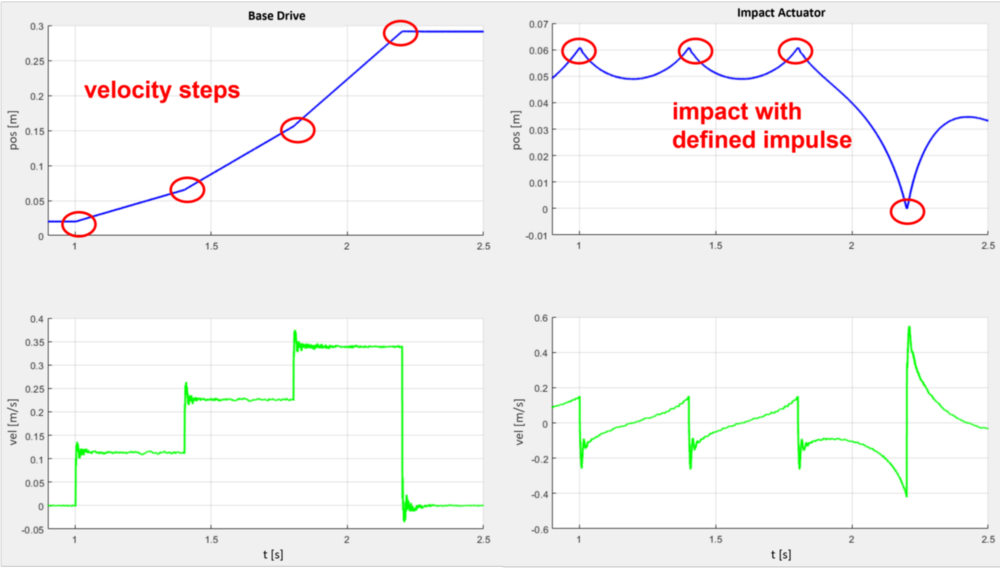
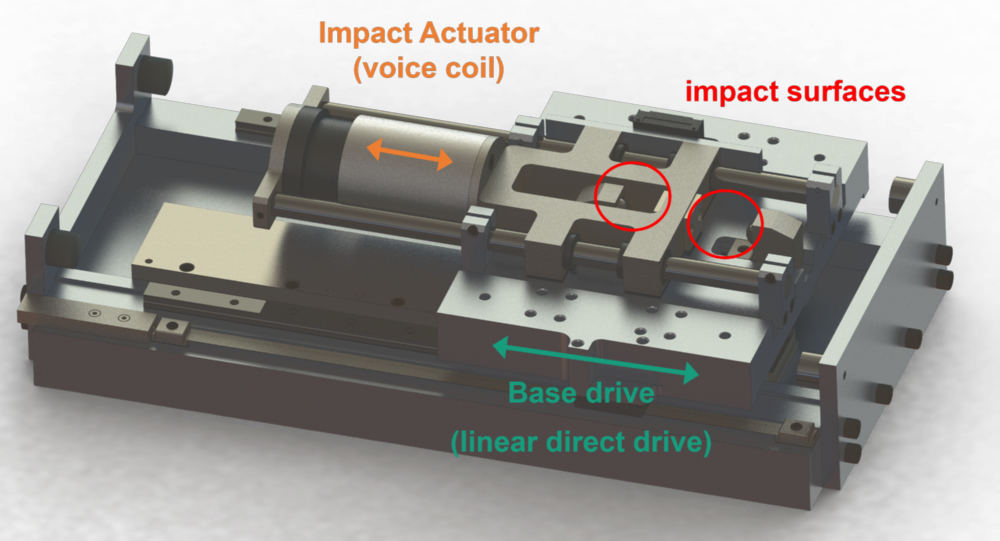
At ISW, a method is being investigated to better follow discontinuous contours. The physical principle of impulse transmission is implemented by means of an additional actuator for feed drives to achieve the necessary step-like velocity changes. The separately driven impulse mass, which is mounted relative to the machine table, transfers its kinetic energy to the feed axis by means of mechanical impacts. This results in a very high acceleration capacity, which enables maximum path fidelity and constant path velocity. At the same time, the excitation of the machine structure can be significantly reduced, since much smaller maximum accelerations occur at the feed axis.